Correct option is C
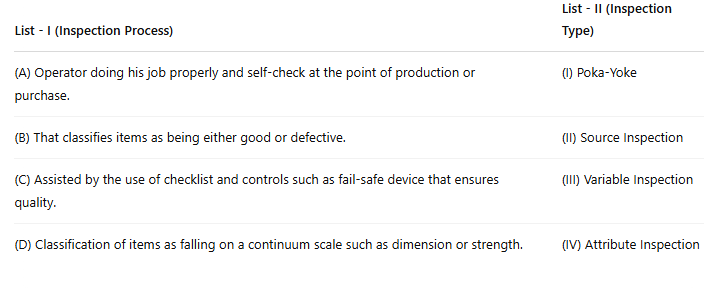
(A) Operator doing his job properly and self-check at the point of production or purchase → (II) Source Inspection
Source inspection happens at the point of origin. This involves the operator checking their work and ensuring no defective product is passed forward, making this a clear match.(B) That classifies items as being either good or defective → (IV) Attribute Inspection
Attribute inspection refers to binary classification — pass/fail, good/defective — with no measurement on a scale. So, this aligns perfectly with the statement.(C) Assisted by checklist and controls such as fail-safe devices → (I) Poka-Yoke
Poka-Yoke is a mistake-proofing approach using tools like checklists, warning systems, or jigs to prevent errors — matching the description here.(D) Classification of items as falling on a continuum scale such as dimension or strength → (III) Variable Inspection
Variable inspection involves measuring quantitative characteristics, e.g., thickness, strength, dimensions — not just binary classification.
Information Booster:
Source Inspection ensures quality at the source, reducing chances of defective items moving down the production line.
Attribute Inspection is fast and simple, used when features are either acceptable or not — like checking for a crack or missing part.
Poka-Yoke (Japanese for "mistake-proofing") focuses on preventing defects using simple tools or systems to alert or block errors.
Variable Inspection provides detailed numeric analysis which helps in statistical quality control (SQC) and process improvement.
These inspection techniques are vital in Total Quality Management (TQM) and Six Sigma practices.
Selection of inspection type depends on product complexity, inspection cost, and criticality of defect.
Knowing inspection types helps industries ensure zero-defect delivery and reduce wastage and rework.
 English
English 10 Questions
10 Questions 20 Marks
20 Marks 12 Mins
12 Mins